Problemas comunes de purga al procesar nailon, PET y policarbonato (Guía 2026)
- UniTemp

- hace 11 horas
- 5 min de lectura
Los procesadores de plásticos que trabajan con resinas de grado industrial como el nailon ( PA ), el tereftalato de polietileno ( PET ) y el policarbonato ( PC ) se enfrentan a desafíos de producción únicos .
“Estos materiales se utilizan ampliamente debido a su resistencia, durabilidad, estabilidad dimensional y características de rendimiento. Sin embargo, también pueden generar importantes dificultades de limpieza y cambio de formato dentro de los equipos de moldeo por inyección y extrusión .” Bernd Krebs, Presidente y Director Ejecutivo
Cuando los procedimientos de purga son ineficaces, los procesadores suelen experimentar tiempos de inactividad más prolongados , mayores tasas de desperdicio , contaminación del color, acumulación de carbono y condiciones de arranque inconsistentes .
Comprender los problemas de purga más comunes asociados con el nailon , el PET y el policarbonato puede ayudar a los procesadores a mantener equipos más limpios, reducir el tiempo de inactividad y mejorar la eficiencia general de la producción.
¿Por qué las resinas de ingeniería son más difíciles de purgar?
Los polímeros de ingeniería suelen procesarse a temperaturas más elevadas que los materiales convencionales.
Las temperaturas más altas aumentan la probabilidad de:
Degradación del polímero
Formación de carbono
motas negras
Puntos de bloqueo del material
Contaminación de color
Acumulación de resina degradada
A medida que aumentan las temperaturas de procesamiento, el material residual que queda dentro del husillo, el cilindro, la válvula antirretorno, los puntos muertos y los sistemas de canal caliente se vuelve más difícil de eliminar.
Con el tiempo, estos residuos pueden contribuir a problemas de contaminación recurrentes que siguen apareciendo mucho después de que haya finalizado una tanda de producción.
Desafío 1: Acumulación de carbono
La contaminación por carbono sigue siendo una de las causas más comunes de problemas de calidad durante el procesamiento de resinas de ingeniería.

A medida que los materiales permanecen expuestos a temperaturas elevadas, el polímero degradado puede acumularse en las superficies metálicas.
Finalmente, esos depósitos se liberan y aparecen como:
motas negras
marcas de quemaduras
defectos superficiales
imperfección cosmética
Estos defectos suelen provocar:
Aumento de la chatarra
Preocupaciones de los clientes sobre la calidad
Tiempo adicional para solucionar problemas
Eventos de mantenimiento no planificados
La purga rutinaria y el mantenimiento preventivo pueden ayudar a minimizar la acumulación de carbono antes de que afecte a la producción.
Desafío 2: Cambios de color
El nailon , el PET y el policarbonato suelen requerir transiciones de color que pueden resultar laboriosas y costosas.
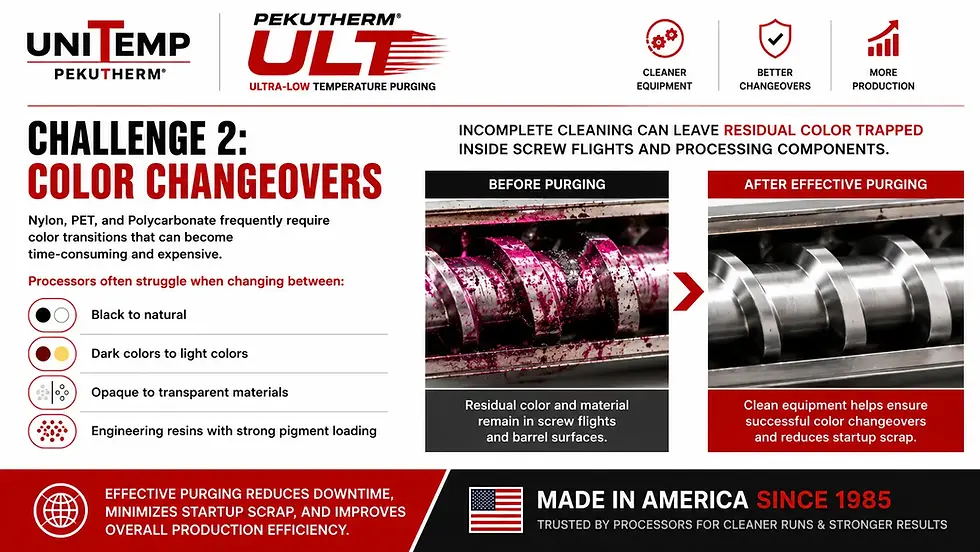
Los procesadores suelen tener dificultades al cambiar entre:
Negro a natural
Colores oscuros a colores claros
Materiales opacos a transparentes
Resinas de ingeniería con alta carga de pigmento
Una limpieza incompleta puede dejar restos de color atrapados en las hélices del tornillo y en los componentes de procesamiento.
El resultado es:
Consumo excesivo de purgas
Tiempo de inactividad prolongado de la máquina
Chatarra de startup
Retrasos en los cronogramas de producción
Una purga mecánica eficaz ayuda a reducir la contaminación residual y, al mismo tiempo, confirma la limpieza de la máquina antes de que se reanude la producción.
Desafío 3: Cambios de materiales
El cambio entre diferentes materiales de ingeniería presenta desafíos adicionales más allá de la eliminación del color.

Los diferentes materiales pueden dejar:
Diferentes características de viscosidad
diferentes residuos de degradación
Diferentes temperaturas de procesamiento
Diferentes riesgos de contaminación
Por ejemplo:
El nailon puede dejar residuos sensibles a la humedad .
El PET a menudo requiere una atención especial al control de la contaminación y la degradación .
El policarbonato puede generar depósitos difíciles de quitar si se expone a un calor excesivo durante períodos prolongados.
Sin una limpieza eficaz, los residuos pueden pasar a las siguientes tandas de producción.
Desafío 4: Tiempo de inactividad prolongado
Muchos procesadores subestiman el verdadero coste de los procedimientos de purga prolongados.
El tiempo de inactividad afecta a:
Calendarios de producción
utilización de la mano de obra
Disponibilidad de la máquina
Plazos de entrega al cliente
Rentabilidad de la planta

Cuando las máquinas permanecen fuera de servicio durante ciclos de limpieza prolongados, el coste suele ir mucho más allá del propio material de purga.
Reducir el tiempo de inactividad manteniendo la limpieza sigue siendo uno de los objetivos principales de los programas modernos de depuración.
Desafío 5: Startup Scrap
Uno de los mayores costes ocultos en el procesamiento de plásticos se produce después de que un cambio de proceso parece haberse completado .

Muchos procesadores siguen procesando el material entrante simplemente para verificar su limpieza.
Esto puede generar:
Exceso de chatarra de puesta en marcha
Residuos de material
Tiempo adicional de máquina
Retraso en el inicio de la producción
Los compuestos de purga mecánica ayudan a verificar la limpieza de la máquina antes de introducir materiales de producción valiosos.
Esto reduce el desperdicio a la vez que mejora la confianza de las empresas emergentes .
El papel de la purga mecánica
Los compuestos de purga mecánica funcionan de manera diferente a los sistemas que se basan principalmente en reacciones químicas o en la dilución de la resina portadora.
PEKUTHERM ® utiliza una acción mecánica termoelástica que:
Material degradado mediante frotamiento suave
Elimina la contaminación residual
Ayuda a limpiar superficies metálicas pulidas.
Admite cambios de material y color.
Facilita los flujos de trabajo de mantenimiento preventivo.
“Debido a que la purga crea un tapón de limpieza termoelástico autoadherente, ayuda a eliminar físicamente la contaminación de los equipos de procesamiento sin depender de procedimientos de remojo ni reacciones químicas ”. Björn Krebs, Liderazgo del Futuro
El mantenimiento preventivo es importante.
Muchos problemas de contaminación se desarrollan gradualmente con el tiempo.
Esperar a que aparezcan los defectos suele significar:
Más tiempo de inactividad
Más chatarra
Más trabajo
Más mantenimiento
Las purgas de mantenimiento preventivo ayudan a los procesadores:
Reducir la acumulación de carbono
Mejorar la limpieza de la máquina
Apoyar una producción constante
Reducir los cierres de emergencia
Mejorar la estabilidad general del proceso
Para los procesadores de nailon, PET y policarbonato, el mantenimiento preventivo suele convertirse en una de las herramientas más rentables disponibles para mantener la eficiencia de la producción.
¿Por qué los procesadores eligen PEKUTHERM®?
Los compuestos de purga mecánica PEKUTHERM ® se utilizan en todas las operaciones de moldeo por inyección y extrusión para brindar soporte a:
Cambios de color
transiciones de materiales
eliminación de carbono
Mantenimiento preventivo
Control de calidad de la puesta en marcha
consistencia de la producción
Los productos PEKUTHERM® funcionan en un rango de temperaturas de procesamiento que va desde: 175 °F – 752 °F (79 °C – 400 °C)
Esto permite a los procesadores seleccionar la formulación adecuada en función de:
Temperatura de procesamiento
Tamaño de la máquina
Requisitos de la solicitud
Hecho en Estados Unidos desde 1985.
PEKUTHERM ® goza de la confianza de los usuarios para su uso continuo en producción desde 1985.
En la actualidad, los procesadores de moldeo por inyección y extrusión confían en los compuestos de purga mecánica PEKUTHERM® para reducir el tiempo de inactividad, mejorar los cambios de producción y mantener los equipos de producción más limpios.
Contáctanos : https://www.pekutherm.org/contact-us
Preguntas frecuentes
¿Por qué es difícil purgar el nailon?
El nailon se procesa a temperaturas elevadas y puede dejar residuos difíciles de eliminar si se deja que se degrade sobre superficies metálicas.
¿Por qué el PET crea motas negras?
El PET puede degradarse al exponerse a calor excesivo o a un tiempo de permanencia prolongado, lo que contribuye a la formación de carbono y a la contaminación.
¿Es difícil limpiar el policarbonato de los equipos de procesamiento?
El policarbonato puede dejar depósitos difíciles de eliminar cuando se expone a calor prolongado, por lo que es importante realizar una purga eficaz durante los cambios de producción.
¿Qué causa los desechos iniciales tras un cambio de material?
La contaminación residual, el arrastre de color y la limpieza incompleta suelen contribuir a los desperdicios durante la puesta en marcha tras los cambios de formato.
¿Qué es un compuesto de purga mecánica?
Un compuesto de purga mecánica utiliza una acción de limpieza física para eliminar la contaminación, en lugar de depender principalmente de reacciones químicas.



Comentarios